Screw, Belt, and Bucket Conveyors: Which One Fits Your Process?
Introduction
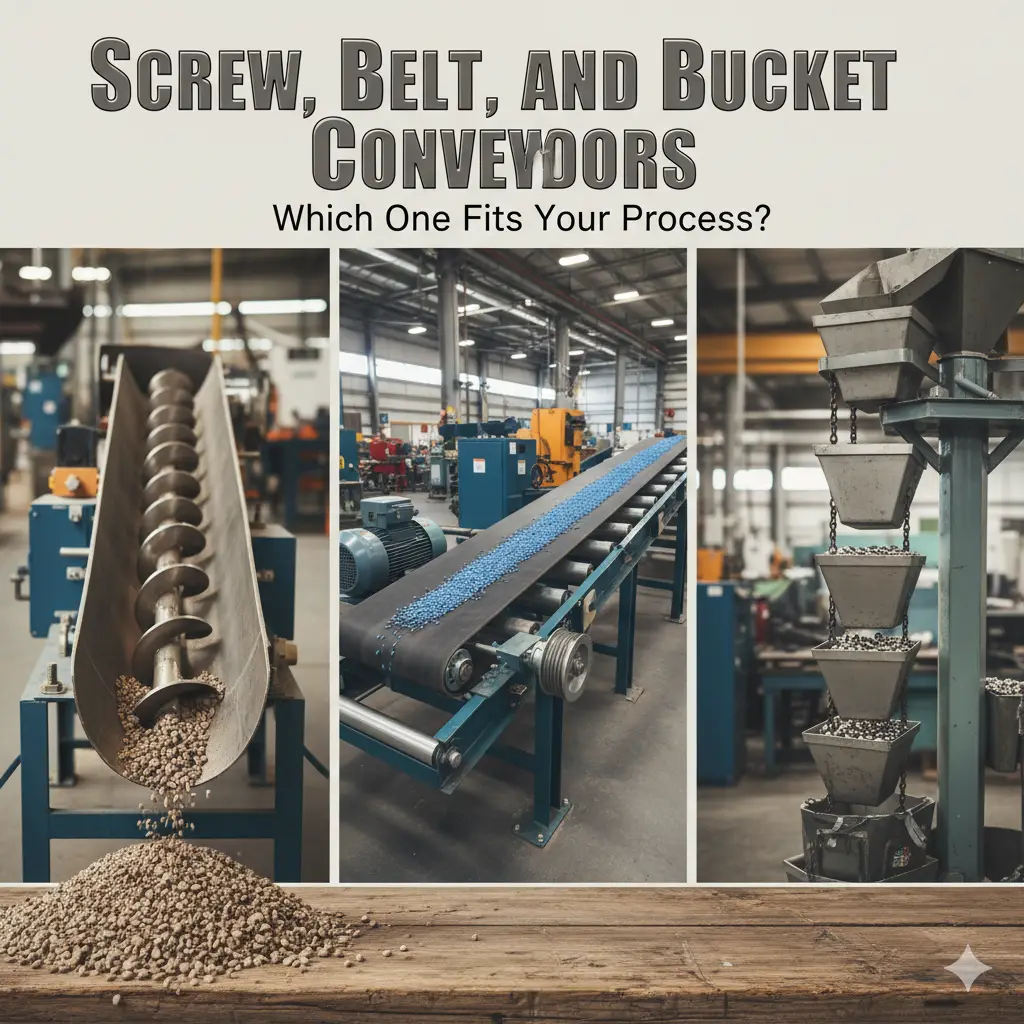
Conveyors are the backbone of industrial material handling systems, enabling efficient movement of bulk materials and products across production lines. Selecting the right type of conveyor—screw, belt, or bucket—is critical for optimizing productivity, minimizing downtime, and ensuring operational safety. Understanding the strengths and ideal applications of each conveyor type helps industries make informed decisions.
Screw Conveyors
Screw conveyors are designed for moving powders, granules, and semi-solid materials. They use a rotating helical screw to transport material along a trough or tube.
Advantages:
Handles low to medium-volume bulk materials
Ideal for short to medium distances
Can move material horizontally, inclined, or vertically
Easy to enclose and control dust
Applications: Food processing, chemical, pharmaceuticals, and bulk material handling.
Belt Conveyors
Belt conveyors are versatile systems that transport light to heavy materials over long distances using a continuous belt loop.
Advantages:
Efficient for high-volume continuous transport
Can cover long distances and inclines
Smooth handling reduces material damage
Supports a wide range of materials
Applications: Mining, food, chemical, and packaging industries.
Bucket Elevators
Bucket elevators are used for vertical lifting of bulk materials, ensuring controlled discharge at desired points.
Advantages:
Ideal for vertical transport of powders and granules
Maintains material integrity during lifting
Compact footprint for space-constrained areas
Can be integrated with other conveyor systems
Applications: Grain handling, plastics, chemicals, and feed industries.
Choosing the Right Conveyor for Your Process
| Conveyor Type | Best For | Key Advantage |
|---|---|---|
| Screw Conveyor | Powders, granules, semi-solids | Versatility in horizontal/incline |
| Belt Conveyor | High-volume, long-distance transport | Smooth, continuous movement |
| Bucket Elevator | Vertical lifting of bulk materials | Space-efficient vertical transport |
Factors to consider when choosing a conveyor:
Material characteristics (weight, size, abrasiveness)
Distance and direction of transport
Required capacity and throughput
Space constraints and layout flexibility
Maintenance and operational efficiency
Why Mac Engineers
At Mac Engineers, we design and supply custom screw, belt, and bucket conveyors tailored to your industrial processes. Our conveyors are engineered for durability, efficiency, and safety, ensuring reliable material handling across chemical, pharmaceutical, food, and process industries.
Conclusion
Selecting the right conveyor system is essential for improving productivity, reducing material handling issues, and ensuring operational efficiency. With expert solutions from Mac Engineers, industries can implement conveyors that fit their specific processes and achieve optimal performance.



